

产品别名 |
电液数控折弯机 |
面向地区 |
全国 |
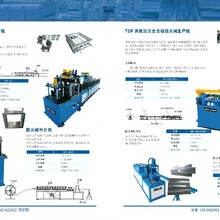
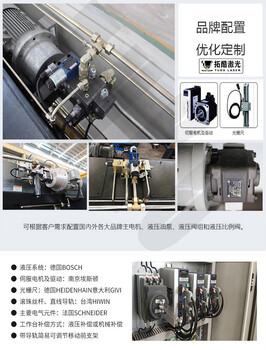
直接进行角度编程,具有角度补偿功能。光栅尺实时 检测反馈校正、全闭环控制、后挡料和滑块死挡料定位精度为±0.02mm。上模采用快速夹紧装置,下模采用斜楔变形补偿机构。具有多工步编程功能,可实现多自动运行,完成多工步零件一次性加工,提高生产效率。根据用户需求可选用性能稳定,结构紧凑的进口液压系统、后挡料可选用滚珠丝杆、同步带传动。
折弯机是一种能够对薄板进行折弯的机器,其结构主要包括支架、工作台和夹紧板,工作台置于支架上,工作台由底座和压板构成,底座通过铰链与夹紧板相连,底座由座壳、线圈和盖板组成,线圈置于座壳的凹陷内,凹陷顶部覆有盖板。使用时由导线对线圈通电,通电后对压板产生引力,从而实现对压板和底座之间薄板的夹持。由于采用了电磁力夹持,使得压板可以做成多种工件要求,而且可对有侧壁的工件进行加工,操作上也十分简便。折弯机分为手动折弯机、液压折弯机和数控折弯机。
折弯机分为手动折弯机,液压折弯机和数控折弯机。手动折弯机又分为机械手动折弯机和电动手动折弯机,液压折弯机按同步方式又可分为:扭轴同步、机液同步,和电液同步。液压折弯机按运动方式又可分为:上动式、下动式。滑块部分:采用液压传动,滑块部分由滑块、油缸及机械挡块微调结构组成。左右油缸固定在机架上,通过液压使活塞(杆)带动滑块上下运动,机械挡块由数控系统控制调节数值。
是接通电源,在控制面板上打开钥匙开关,再按油泵启动。行程调节,折弯机使用要注意调节行程,在折弯定要试车。折弯机上模下行至底部时有一个板厚的间隙。否则会对模具和机器造成损坏。行程的调节也是有电动快速调整和手动微调。折弯槽口选择,一般要选择板厚的8倍宽度的槽口。如折弯4mm的板料,需选择32左右的槽口。后挡料调整一般都有电动快速调整和手动微调,方法同剪板机。踩下脚踏开关开始折弯,折弯机与剪板机不同,可以随时松开,松开脚折弯机便停下,再踩继续下行。
在进行机床保养或擦机前,应将上模对准下模后放下关机,直至工作完毕,如需进行开机或其它操作,应将模式选择在手动,并确保安全。每周检查油箱油位,如进行液压系统维修后也应检查,油位低于油窗应加注液压油;本机所用液压油为ISO HM46或MOBIL DTE25;新机工作2000小时后应换油,以后每工作4000~6000小时后应换油,每次换油,应清洗油箱;系统油温应在35℃~60℃之间,不得超过70℃,如过高会导致油质及配件的变质损坏。
弯曲的设备是一种带可调弓辊卷板机。它是液压。它有三辊。两个外侧滚子都是主传动辊。但三辊可以看作是主传动辊。上辊被固定。较低的滚子弧环境中向上和向下移动到固定的旋转中心。整个弯曲可以由一个屏幕的液晶位移进行监视,此配置文件与三辊卷板机的两侧均配备支持辊装置,确保质量的折弯机的非对称配置文件。